UV disinfection, Chlorine, Chlorine dioxide, Chloramines & TOC reduction in water
UV photo-degradation of chlorinated organic compounds (chloroform, carbon tetrachloride, etc..)
UV disinfection, Chlorine, Chlorine dioxide, Chloramines & TOC reduction in water
UV photo-degradation of chlorinated organic compounds (chloroform, carbon tetrachloride, etc..)
Chlorine is widely used in water treatment as a disinfection and oxidizing agent. However, the reaction of free chlorine in water leads to the generation of undesirable by-products and have harmful effects on industrial processes.
In high purity water systems, the presence of free chlorine in water may result in the deterioration of treatment units such as ion exchange beds and RO membranes.
Traditional treatment methods for the removal of residual free chlorine include adsorption by Granular Activated Carbon (GAC) or by addition of chemicals such as sodium metabisulfite.
Activated carbon beds are susceptible to microbial growth and vulnerable to break-through, which can lead to serious system contamination and costly downtime on manufacturing processes.
Sodium metabisulfite generates undesirable reaction by-products in process water which can create perfect conditions for microbial growth in RO membranes and adds critical load on downstream treatment units such as deionizers. This can result in a significant increase in operating, service and maintenance costs for ion-exchange, DI and RO systems used for clean water production and manufacturing processes.
However, UV technology is becoming increasingly popular for the destruction of residual chlorine in industrial applications. This is mainly due to the increased overall costs associated with traditional methods and on the improved performance of UV lamp technologies and UV reactors design.

Positioning UV systems before GAC and RO systems has been proven to reduce overall operating, service and maintenance costs without generation of undesirable by-products or affecting taste and odor. The use of the correct UV dechlorination design can significantly increase the time between cleaning cycles and extend the useful life of both the activated carbon and the RO membranes.
ESCO International provides a comprehensive selection of advanced treatment technologies and solutions which include high output amalgam and medium pressure UV systems and engineered ozone & advanced oxidation processes (AOP).
For Professional solutions please contact us on +44 (0) 1492 584140 or info@escouk.com or www.escouk.com
ESCO NEWS 06/20

In recent years, improvement in ozone based advanced oxidation process design and efficiency resulted in lower capital and operating costs. An investigation into alternatives for hard COD, TOC and foaming agent oxidative destruction which is economically attractive and do not generate sludge, lead to the evaluation of our ozone based advanced oxidation processes (AOP). The results of this pilot study indicate that ozone-based AOP can effectively remove COD and TOC without the generation of sludge and totally eliminate the foaming agent problem. The process is a viable alternative to traditional treatment technologies. It eliminates the need for additional treatment units and solid management program as is typically required with chemical/precipitation/membrane methods. This report presents the results of the AOP pilot experimental work.
Advanced Oxidation test work using Ozone / UV/ Hydrogen Peroxide
The advanced oxidation with ozone, hydrogen peroxide and ultra-violet (UV) is a proven technology for the oxidation of a wide range of chemical compounds, COD and TOC in water.
Advanced oxidation systems for water treatment are designed to inject ozone and hydrogen peroxide (preferably in the presence of UV, depending on water quality) in controlled ratios into the water, and then mix the oxidizing agents to form free hydroxyl radicals (•OH).
Ozone (O3), hydrogen peroxide (H2O2), and hydroxyl radicals are strong oxidizing agents capable of oxidizing a wide range of organics, COD and TOC. The final products resulting from the complete oxidation of organics and oxygenates are carbon dioxide and water.
AOP Pilot Testing Project
The customer is working on a project for a phosphate beneficiation plant.
There is a sulfonated fatty acid used in part of the process to produce foam.
A residual of this compound is present in the recirculation water and customer is looking for a solution to inactivate the agent, and reduce COD and TOC.
The customer tried anti-foam solution but this option had a high operational cost and it doesn’t always work and does not solve the COD problem.
The received waste water sample was slightly colored and had some sort of sludge like particles/precipitate.
All experiments were conducted using settled waste water samples.
To solve the problem, ESCO International designed an AOP skid pilot system to evaluate the alternatives to treat the waste water. ESCO International conducted pilot tests to evaluate the performance of an ozone-based advanced oxidation system to oxidize the foaming agent and reduce COD and TOC.
The test work was conducted with a pilot system which consisted of a skid mounted advanced oxidation system with a capacity of 15L. The AOP skid system included an oxygen-fed ozone generator, UV oxidation reactor, hydrogen dosing and injectors. A cooling system was used to control the water temperature.
The purpose of the pilot test was to demonstrate the effectiveness of the AOP technology to the client, obtain operation data, and estimate costs for a full scale water treatment system.
Materials and Methods
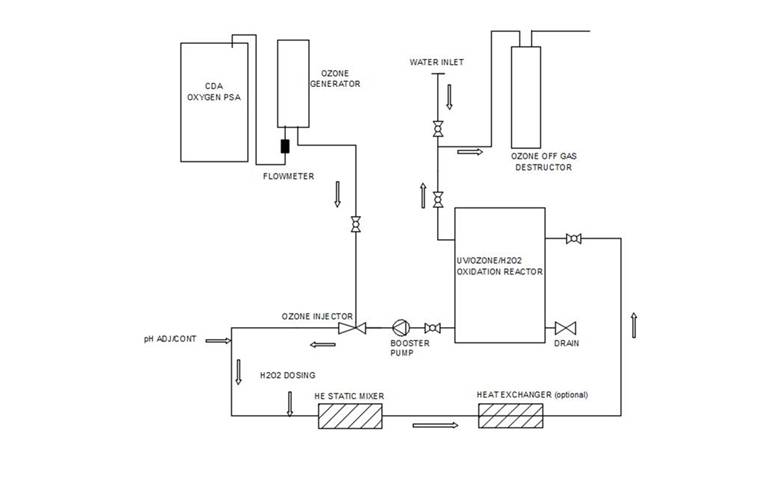
The AOP Pilot system includes (figure 1):
1- Oxygen fed Ozone generator
2- UV/Ozone/H2O2 oxidation reactor
3- Feed /Recirculation Pump
4- Applied Ozone Dosage: measured at reactor inlet and outlet by ozone gas monitor
5- H2O2 dosing: dosage varied according to ozone dosage
6- pH and temperature control
7- ozone off gas destructor
8- COD, BOD, TOC analysis
The ozone-AOP pilot system consisted of an O3/H2O2/UV oxidation chamber.
Injector supplied ozone generated from a PSA oxygen source at specific gas flow rate and O3 concentration (6% – 13% by weight), depending on the electrical current setting of the ozone generator.
Ozone was monitored in the influent gas and the off-gas before being completely destroyed by the ozone destruct unit and vented to atmosphere.
Influent and effluent ozone dosages were monitored using an ozone gas analyser.
Ozone concentrations in the feed-gas and hydrogen peroxide were adjusted to provide the desired oxidants concentrations. Before and after each set of tests, the pilot plant was flushed with clean water.
Ozone-AOP oxidation treatment efficiency was monitored by COD, TOC and BOD analysis, measured according to UK Standard Methods by an approved UK Analytical Laboratory.
The AOP skid systems allowed the treatment of settled wastewater using only three different AOP configurations:
The O3/H2O2 test could not be conducted due to insufficient wastewater volume.
AOP Test Results and Data Analysis
Tables below show COD, BOD and TOC results for three AOP configurations and conditions.
COD, TOC and BOD analysis were conducted in order to gather information about the effectiveness of the AOP system.
Treated samples were taken at specific treatment conditions and times.
All AOP test results are presented in tables below.
Test results
Test 1: UV/H2O2
| C 1776440 ESCO International: | ||||||
| Laboratory Number | 18633623 | 18633624 | 18633625 | 18633626 | ||
| Customer Sample Ref. | *A0 | A10 | A15 | A20 | ||
| Sample Matrix | Not Specified | Not Specified | Not Specified | Not Specified | ||
| BOD + ATU (5 day) | WAS001 | mg/l | 7 | <1 | ||
| COD (Total) | WAS040 | mg/l | 110 | 64.0 | ||
| TOC as C | WAS005 | mg/l | 24.3 | 21.3 | ||
Note: *A0: COD, TOC and BOD of untreated waste water, settled.
Remarks:
Slight formation of foam during first minute of test. Foaming stopped after 1 min test.
Treated sample shows color improvement and reduced odor.
The analytical lab did not have a method to neutralize excess H2O2 before analysis, hence higher test results.
From previous experience, we know that the presence of H2O2 leads to overestimation of measured COD values since it consumes the oxidation agent. The extent of H2O2 interference in COD analysis is proportional to the remaining H2O2 concentration at the moment of sampling, and the ratio depends on the wastewater quality and the persistence of organic materials in the wastewater.
UV/H2O2 process is not, in this case, a suitable treatment solution for COD and TOC reduction due to low UV transmission of the waste water and analytical problems due to H2O2 excess used in UV/H2O2 processes.
Test 2: UV/O3
| 18633623 | 18633632 | 18633633 | 18633634 | ||
| *A0 | D10 | D20 | D30 | ||
| Not Specified | Not Specified | Not Specified | Not Specified | ||
| BOD | 7 | 3 | 1 | <1 | |
| COD | 110 | 41 | 18 | 19 | |
| TOC | 24.3 | 7.1 | 4 | 3.1 | |
Note: *A0: COD, TOC and BOD of untreated waste water, settled.
Remarks:
Very little foaming during start, then stopped. Treated sample shows significant color and odor reduction.
COD reduced to 18/19 ppm
TOC reduced to 4/3.1 ppm
Test 3: UV/O3/H2O2
| 18633623 | 18633627 | 18633628 | 18633629 | ||
| *A0 | B10 | B15 | B20 | ||
| Not Specified | Not Specified | Not Specified | Not Specified | ||
| BOD | 7 | <1 | <1 | <1 | |
| COD | 110 | 305 | 174 | 25 | |
| TOC | 24.3 | 18.4 | 10.2 | 2.8 | |
Remarks:
Very little foaming during start, then stopped. Treated sample shows significant color and odor reduction.
COD reduced to 25 ppm
TOC reduced to 2.8 ppm
The COD and TOC removal performances for O3/UV treatment, were +83 %, + 83 %, respectively.
The COD and TOC removal performances for O3/H2O2/UV treatment, were +77 %, +88%, respectively.
Although specific to this wastewater and treatment conditions in this study, O3/UV was more efficient in removing COD than O3/H2O2/UV while application of O3/H2O2/UV was superior to O3/UV for TOC reduction.
Higher COD and TOC reduction rates can be achieved through optimization of the ozone based-AOP processes.
Flotation tests
The Flotation tests have been conducted to check if foaming has been totally eliminated after AOP treatment.
The tests consist of blowing air/oxygen using an air diffuser into the AOP treated water.
The flotation tests were performed with tap water (used as blank test), untreated wastewater and with AOP treated samples.
Test results clearly show that foaming has been completed eliminated due to oxidation destruction of the foaming compound.
Concluding remarks
The laboratory tests results indicate that , under our testing conditions & analytical procedures, the waste water can be successfully treated for COD to meet and exceed customer requirement.
TOC results is another indication that the Ozone-based advanced oxidation process is very effective in achieving total oxidative destruction of the foaming agent and refractory organic compounds present in the wastewater.
The COD and TOC removal performances for O3/UV treatment, were +83 %, + 83 %, respectively.
The COD and TOC removal performances for O3/H2O2/UV treatment, were +77 %, +88%, respectively.
Although specific to this wastewater and treatment conditions, O3/UV was more efficient in removing COD than O3/H2O2/UV while use of O3/H2O2/UV was superior to O3/UV for TOC reduction.
Higher COD and TOC reduction rates can be achieved by optimization of the ozone based-AOP processes.
An analysis of the AOP pilot test results indicate that Ozone-AOP oxidation technology can achieve the required COD and TOC reduction levels and ensure total oxidation and elimination of the foaming agent.
ESCO International can provide optimized design for a full scale O3-based AOP system to meet end-user treatment requirements for COD, TOC and foaming agent oxidative reduction.
ESCO International Ltd – 2020

ESCO International is a leading provider of Ozone, UV and Advanced Oxidation Processes for industrial and municipal applications. Using advanced treatment technologies, the group offers unique solutions to some of the most critical water and waste water and gas effluent challenges.
Process Expertise & Applications:
– Water and wastewater disinfection,
– TOC, COD and micro pollutants oxidation
– VOCs, BTEX, H2S, Mercaptans, gas effluents and odour removal
– COD & TOC reduction for water reclaim, reuse, recycle or discharge
– Tertiary Produced Water Treatment (COD, TOC, Oil reduction)
– TOC reduction in High purity and Ultrapure water systems
– Spent caustic treatment (H2S, COD, TOC)
– Power Plant, Oil & Gas, Refineries (TOC, COD, H2S reduction)
– Mining industry wastewaters (iron, cyanides, COD..)
– Biologically treated wastewaters
– Ballast Water Treatment
– Pharmaceutical industry (COD, TOC, Antibiotics, EDCs, removal)
– Condensate water treatment
– Swimming Pool disinfection & chloramines removal
– Bottling plants, Food & Beverage
– Biological fluids disinfection & UV photolysis
– Special applications
Products & Services:
– Comprehensive range of low & medium pressure UV systems
– Ozone generators, PSA Oxygen generators and ancillary equipment.
– Design & Supply of complete Ozone & AOP Pilot skids
– Design & supply of UV disinfection systems, TOC UV reduction systems, UV oxidation systems,
Ozone and Advanced oxidation systems (O3/UV, H2O2/UV, O3/H2O2, O3/H2O2/UV, CATADOX)
– Pilot and laboratory services
– Technical consultancy services, R&D Projects
ESCO International Ltd has received a purchase order to design and supply two advanced oxidation pilot systems to a petrochemical facility in China.
The contract will involve using ozone-based advanced oxidation technologies for the oxidative destruction of VOCs in waste gas stream and TOC in process water for reuse purposes.
This award demonstrates again ESCO International’s dedication to advanced oxidation technology innovation and the focus on assisting customers solve waste water and waste gas challenges by developing and offering the right and sustainable solutions.

For Professional solutions please contact us on +44 (0) 1492 584140 or email us on
info@escouk.com or www.escouk.com
Chlorine and combined chlorine compounds are oxidizing agents which generate undesirable by-products and have harmful effects on industrial processes. In high purity water treatment systems, the presence of chlorine and chloramines can lead to the deterioration of treatment systems such as ion exchange beds and RO membranes.
Traditional treatment methods for the removal of chlorine and chloramines include adsorption by Granular Activated Carbon (GAC) or by addition of chemicals such as sodium metabisulfite.
Activated carbon beds are susceptible to microbial growth and vulnerable to break-through, which can lead to serious contamination and costly downtime on manufacturing processes.
Sodium metabisulfite generates undesirable reaction by-products in process water which can create perfect conditions for microbial growth in RO membranes and adds critical load on downstream treatment units such as deionizers. This can result in a significant increase in operating, service and maintenance costs for ion-exchange, DI and RO systems, all used for high purity and ultrapure water production and processes.
However, UV technology is becoming increasingly popular for the destruction of chlorine and chloramine compounds in industrial applications. This is mainly due to, on one hand, the increased overall costs associated with traditional methods and, on the other hand, on the improved performance of UV lamp technologies and UV reactors design.
Positioning UV systems before GAC and RO systems, for instance, has been shown to reduce overall operating, service and maintenance costs without generation of residuals or affecting taste and odor. The use of UV treatment significantly helps increasing the time between cleaning cycles, and extending the life of both the activated carbon and the RO membranes.
Due to its undisputable success and efficiency in destroying chlorine and chloroamines and TOC in water, ESCO International was again awarded a contract to design and supply UV systems for an industrial plant in Eastern Europe. The scope of supply included eight UV systems for chloramines and TOC reduction. The TOC UV systems (4 units) were installed along with two pass RO and EDI systems, treating a total process water flow rate of 140 m3/h. The design calls for TOC reduction from 800 ppb down to below 100 ppb. The four (4) chloramines UV systems were designed to treat 120 m3/h of process water containing 2 mg/l of chloramines down to below 0.2 mg/l.
ESCO International provides advanced solutions for water disinfection and oxidative destruction of organic pollutants, Endocrine Disrupting Compounds (EDCs), pharmaceutical products, COD, TOC and VOCs reduction.
Our comprehensive selection of treatment technologies and solutions include high output amalgam UV systems; medium pressure UV systems; ozone generator skid systems; engineered advanced oxidation processes (AOP); design & supply of ozone and AOP pilot plants and laboratory services.
For Professional solutions please contact us on +44 (0) 1492 584140 or info@escouk.com or www.escouk.com
For many commercial and industrial operations, looking at ways to reduce water and wastewater monthly bill costs and ensure compliance with both current and future regulations, water reclaim is essential.
A major water treatment challenge encountered in the search for new water sources is the reduction of TOC and COD at one or more locations.
The purpose of this study is to show the importance of AOP process design and optimization and the significant implications for the technical/commercial scale design and operating costs for the oxidative destruction of organic compounds, COD and TOC in water and waster waters.
Experiments were carried out in two different semi-industrial scale O3/H2O2/UV AOP systems, referred to as new design AOP-NDX and old design AOP-ODX. Both AOP tanks were made of stainless steel.
Design flow rate up to 10 m3/h.
Target compound concentration: 170 mg/l
UV power range: 2kW to 14kW
Ozone concentration range: 6%wt – 12%wt
Ozone: H2O2 ratio: 1:1 to 3:1
pH: 7 – 10
In this section of the report, we present general results of the oxidative degradation of the model compound and the significant effect of AOP system design parameters on process performance.
Laboratory scale studies, where effects of the AOP reactor configuration and critical operation conditions are not studied, provide insufficient information and data for process technical scale up.
Large scale experiments were conducted in two different semi-industrial AOP systems.

O3/H2O2/UV industrial semi-pilot
Figure 1 illustrates the effect of AOP design configuration on the target compound reduction rate. Results show that, under similar operating conditions, target compound reduction rates of 98% and 45% were measured for AOP-NDX new design and AOP-ODX old design reactors, respectively. This indicates that AOP treatment efficiency can be significantly improved using the correct design and optimisation approach which can result in increased process performance, hence reduced capital and operating costs.

Fig 1. Effect of AOP reactor design on target compound reduction rate
Figure 2 shows the effect of UV power on the process performance for the optimised AOP reactor, AOP-NDX.
The efficiency of the degradation rate of the target compound is critically dependent on the intensity of the UV irradiation and the AOP reactor configuration.
A preliminary optimisation of the process indicates that excess dosage is not effective. In fact, test results show that UV power level 2, which is about 30% less than UV power level 3, is sufficient to achieve almost similar target reduction rate, resulting in significant equipment and operating costs reduction.
Therefore, for cost effective AOP processes using UV in combination with ozone or hydrogen peroxide or both, these results confirm the need to take into consideration critical design factors such as AOP chamber geometry, UV intensity power and UV spectral distribution, the positioning of the UV light sources in the AOP reactor, and the water UV transmission.

Fig 2. Effect of UV intensity power & reactor design on target compound reduction rate
The rate of chemical oxidation of contaminant, TOC, COD is limited by the rate of formation of OH radicals, and in the case of low pressure UV lamps, by the small absorption cross-section of hydrogen peroxide (i.e 19.6 1/mol. cm) at 254 nm.
Therefore, the use of standard UV systems primarily used for disinfection purposes, are not the right choice for AOP applications. Using standard disinfection UV systems in UV-based oxidation process scale up means higher capital and running costs.
For illustration purposes, it is interesting to present here the typical case of an industrial project. The application was about TOC reduction in process water for reclaim purposes. The specification called for TOC reduction from a 3 ppmC max. to below 0.25 ppm.
An internationally renowned UV manufacturer proposed a UV/H2O2 solution where 19 x 5 UV system skids were used. The company offered their standard UV disinfection systems, high intensity low pressure lamps (254 nm) at a total UV power of 660 kW. The approximate budget for such UV plant alone was about 3.5 million USD.
The present study suggests that the end user could have saved up to 1.0 million USD in equipment cost and no less than 30% in power consumption and spare part costs as well as labor costs associated with installation, commissioning and running of the plant.
Conclusions
A chemical compound was used as a target model for the technical development and optimisation of a cost effective advanced oxidation treatment process.
The oxidative destruction of the model compound in water was carried out as a function of AOP reactor design and geometry, residence time, UV intensity and spectral distribution of the light source.
Technical scale results show that high degradation rates can effectively be achieved by taking into consideration several critical AOP design parameters and process optimisation.
This study provides basic steps in AOP process technical development leading to significant reduction in capital and overall operating costs.
About ESCO International
ESCO International technologies offer sustainable solutions to some of the most critical water and waste water and gas effluent challenges using latest advances in Advanced Oxidation Processes, Ozone and UV systems and technologies.
ESCO International develops process technologies that enable water reclaim, reuse or recycle and address the most difficult challenges in treating process waters and wastewaters.
Unlike many treatment solutions, the AOP technologies have no waste streams, are environmentally friendly, and deliver significant customer value, and has the advantage of no phase transfer required, thereby eliminating secondary handling.
Our AOP systems offer a versatile, high-performance chemical oxidation technology based on ozone, hydrogen
peroxide and in some specific cases engineered UV oxidation systems to produce hydroxyl radicals, the most
powerful oxidant available for water treatment.
Process Expertise & Applications include:
– Water and wastewater disinfection,
– COD, TOC reduction and micro pollutants oxidation
– Water reclaim, reuse, recycle or discharge
– Tertiary Produced Water Treatment (COD, TOC, Oil reduction)
– TOC reduction and disinfection in High purity and Ultrapure water systems
– Spent caustic treatment (H2S, COD, TOC)
– Power Plant, Oil & Gas, Refineries (TOC, COD, H2S reduction)
– Mining industry wastewaters (iron, cyanides, COD..)
– Biologically treated wastewaters
– Pharmaceutical industry (COD, TOC, Antibiotics, EDCs removal)
– Condensate water treatment
– Swimming Pool disinfection & chloramines removal
– Ballast Water Treatment
– VOCs, BTEX, H2S, Mercaptans, Phenols destruction
– Gas effluent, odour and air pollution treatment
Our Products & Services:
– Comprehensive range of low & medium pressure UV systems
– Ozone generators, PSA Oxygen generators and ancillary equipment.
– Design & supply of Advanced oxidation systems (O3/UV, H2O2/UV, O3/H2O2, O3/H2O2/UV, CATADOX)
– Design & supply of Ozone and UV plants
– Design & Supply of skid pilot plants (Ozone, UV or AOP)
– Technical consultancy
– Pilot and laboratory services

For professional AOP solutions, please contact ESCO International at info@escouk.com or call +44 (0)1492 584140